

我们的钢结构_紫铜排诚信经营现货现发视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:钢结构_紫铜排诚信经营现货现发的图文介绍

您在找相关 铜排产品信息吗?我们公司有您所需要 铜排的价格、行情、图片、参数、视频等详细资料,如有任何疑问 敬请垂询,我公司将竭诚为您服务。



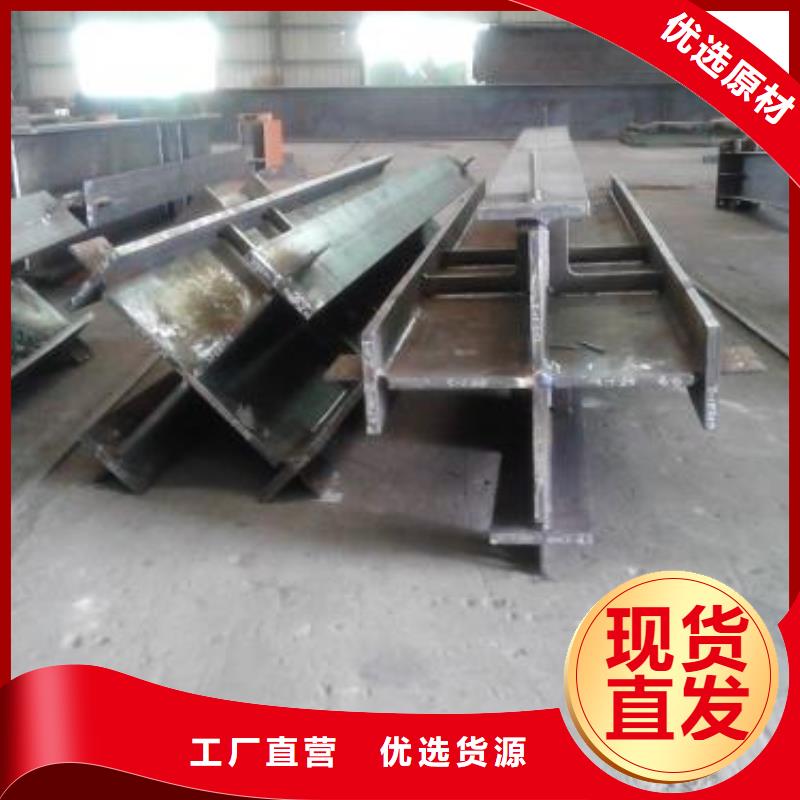
为了焊接方便,保证焊接质量,尽量将立柱、横梁上的加强筋板、连接板、垫板、挑梁(梁)等在地面钢平台上按施工图尺寸进行组对焊接。
在钢平台上预制的钢构件除按施工图和规范要求制作组装外,还应考虑现场安装的工艺性和安装尺寸的变化。
根据行业发展状况,海洋石油工程装备、钢结构住宅、钢结构桥梁等三个领域的发展应当引起 有关主管部门的关注,如果受到重视和政策鼓励,完全可以实现产业倍增的目标。
海洋石油的产量在2015年要达到1亿吨,海洋工程装备企业的目标是要为深海1500米~3000米的开采提供大量装备,产业水平及规模必须提高;钢结构住宅符合绿色环保、节能减排和循环经济政策,其工业化、标准化的钢结构住宅产品具有广阔和无限的市场空间;全国59万座公路桥梁中钢结构桥梁不足1%,铁路系统高速发展,新建线路以桥代路,80%均是预应力钢筋混凝土桥梁。而钢结构桥梁在日本占到41%,美国占到33%,由此可见我国钢结构桥梁的市场需求和产业发展与发达 还有很大差距。
中国钢结构产业在近10余年期间发展迅速,已成为全球钢结构用量 、制造施工能力最强、产业规模 、企业规模 的钢结构大国。
在钢平台上预制的钢构件除按施工图和规范要求制作组装外,还应考虑现场安装的工艺性和安装尺寸的变化。
根据行业发展状况,海洋石油工程装备、钢结构住宅、钢结构桥梁等三个领域的发展应当引起 有关主管部门的关注,如果受到重视和政策鼓励,完全可以实现产业倍增的目标。
海洋石油的产量在2015年要达到1亿吨,海洋工程装备企业的目标是要为深海1500米~3000米的开采提供大量装备,产业水平及规模必须提高;钢结构住宅符合绿色环保、节能减排和循环经济政策,其工业化、标准化的钢结构住宅产品具有广阔和无限的市场空间;全国59万座公路桥梁中钢结构桥梁不足1%,铁路系统高速发展,新建线路以桥代路,80%均是预应力钢筋混凝土桥梁。而钢结构桥梁在日本占到41%,美国占到33%,由此可见我国钢结构桥梁的市场需求和产业发展与发达 还有很大差距。
中国钢结构产业在近10余年期间发展迅速,已成为全球钢结构用量 、制造施工能力最强、产业规模 、企业规模 的钢结构大国。



四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
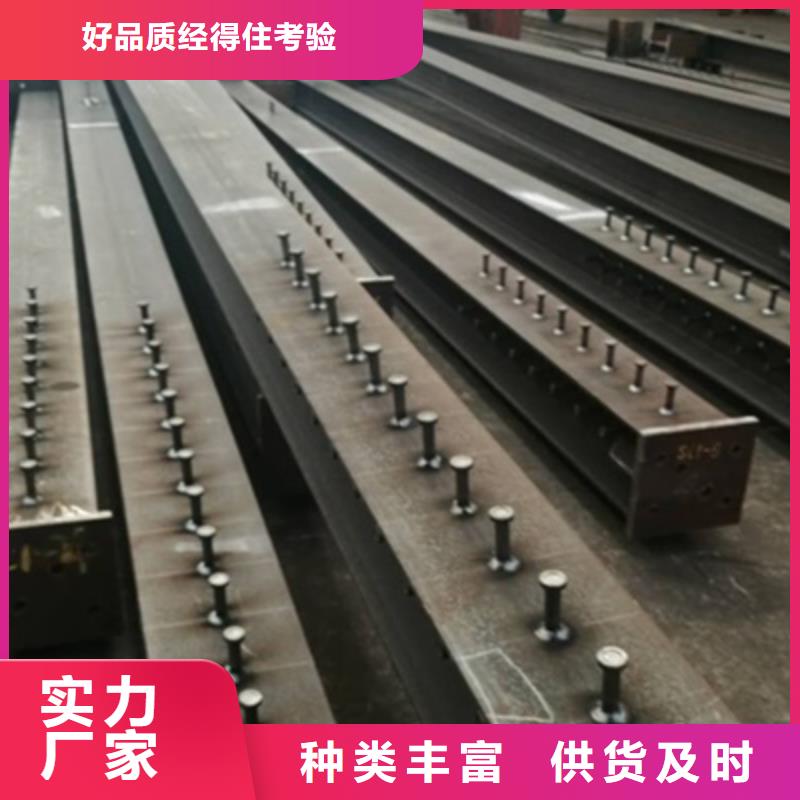
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
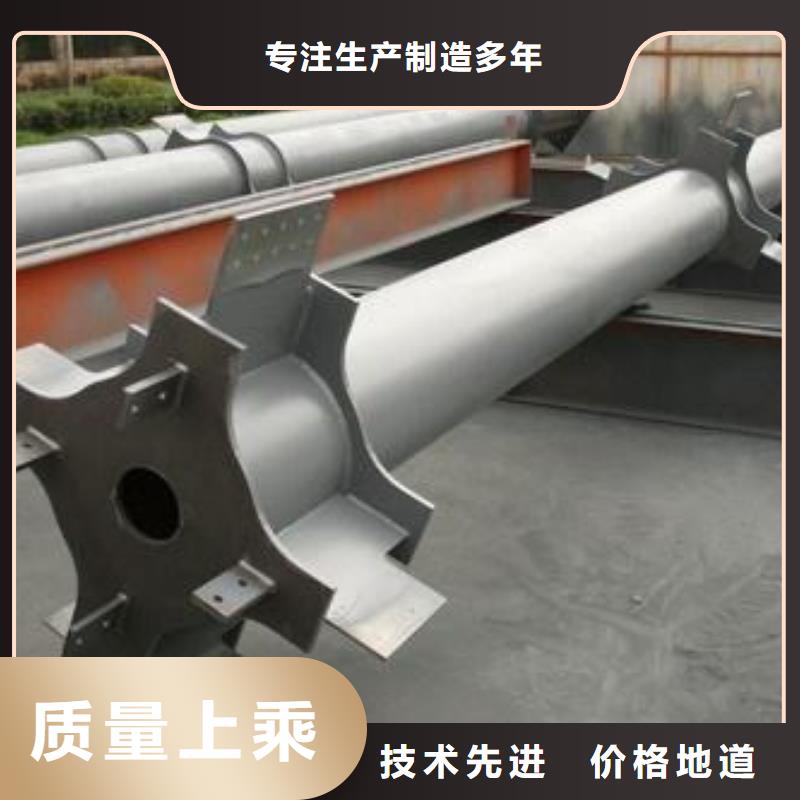
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;


